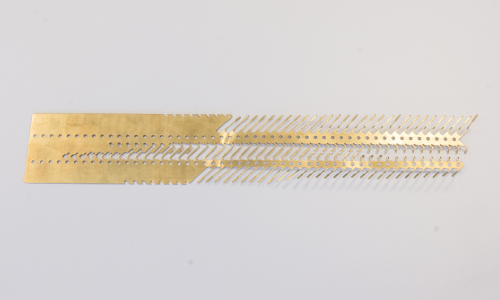
Beim Feinstanzen werden glatte und reißfeste Stanzflächen mit einem hohen Glattschnittanteil erzeugt, wobei die Ebenheit des Bauteils erhalten bleibt. Eine zusätzliche Nachbearbeitung des Produkts ist in der Regel nicht erforderlich.



Innerhalb eines Arbeitsschritts erfährt das einzelne Stanzteil gleich mehrere Veränderungen.
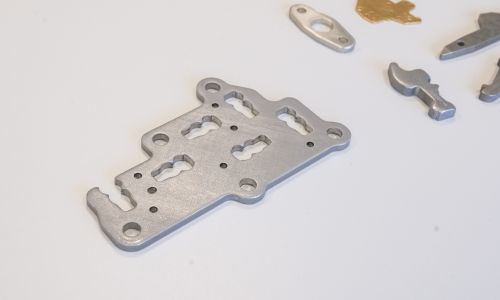
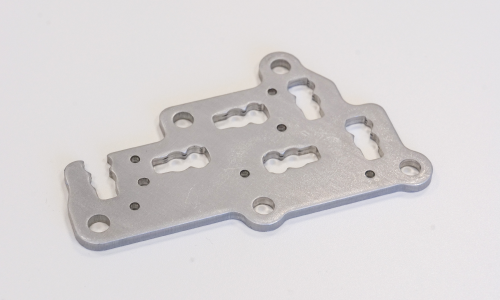
Stanzteile werden in verschiedensten Arten, Formen und für die unterschiedlichsten Verwendungszwecke gefertigt. Wir von Uebele produzieren sie in hohen Stückzahlen mit Werkzeugen, die explizit für die fertigen Teile konstruiert und erstellt werden.
Folgeverbundwerkzeuge erlauben es, komplexe Artikel durch unterschiedliche, aufeinander folgende Arbeitsprozesse in einem einzigen Werkzeug herzustellen. Dabei kommen Schneide-, Stanz- und Umformtechniken sowie integriertes Gewindeformen und Fügen zum Einsatz.

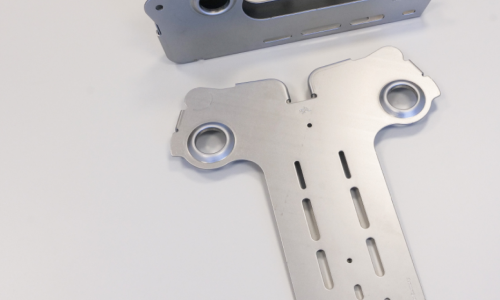
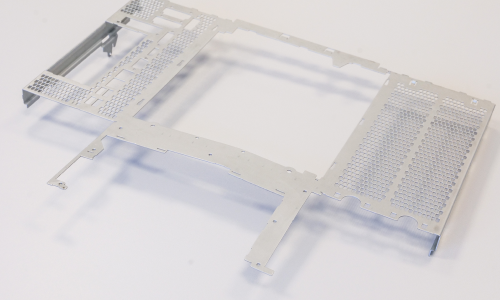
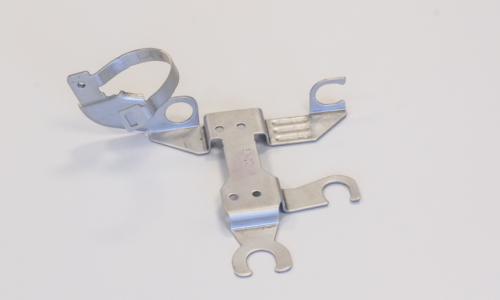
Ebenso wie Stanzteile lassen sich Biegeteile in unterschiedlichsten Formen und Fertigungstiefen herstellen, der Unterschied liegt in der Komplexität. Das Werkzeug, mit dem ein Biegeteil oder Umformteil gefertigt wird, muss über die entsprechenden Abkantungen oder Biegungen verfügen.


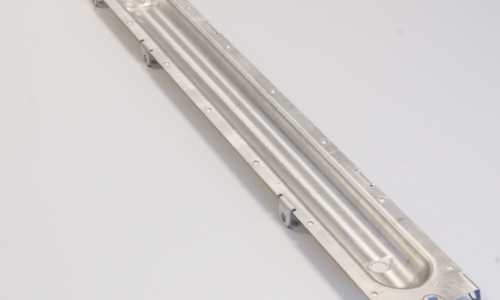

Tiefziehen ist eines der wichtigsten Blechumformverfahren. Bei diesem Verfahren mit starren Werkzeugen kommen Pressen zum Einsatz, die das zu formende Blech mit einem Stempel passgenau durch die Matrize drücken. Ein Niederhalter sorgt für faltenfreie und perfekte Ergebnisse bei jedem einzelnen Artikel.
Die CNC-gesteuerte Kaltumformung ermöglicht die Herstellung komplexer Teilegeometrien, ohne dass es kostspielige Nachbearbeitungen braucht.
Tiefziehteile sind unter anderem in der Automobilindustrie stark gefragt, da die so gefertigten Blechteile besondere Eigenschaften aufweisen. Indem die Atome des Materials im Werkstück bei diesem Verfahren gegeneinander verschoben werden, kommt es beispielsweise zu besonderen Festigkeitsänderungen.

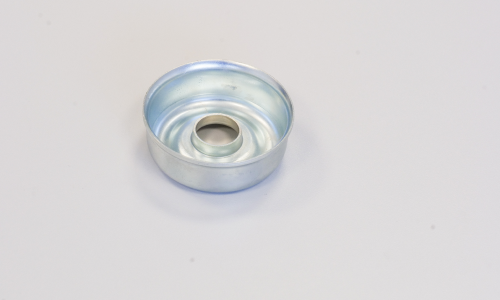

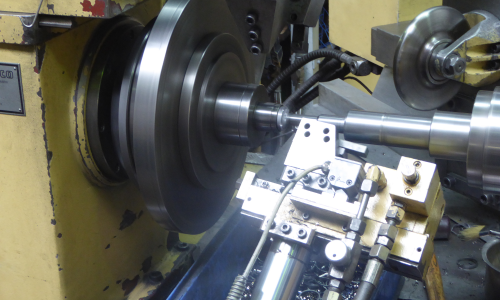
Das Metalldrücken ist ein Produktionsverfahren der spanlosen Blechverformung, bei dem die aufwändige und kostenintensive Herstellung von Tiefziehwerkzeugen sowie die entsprechenden Technologien entfallen. Zudem ist Metalldrücken das optimale Fertigungsverfahren für rotationssymmetrische Hohlkörper.
Durch die Kaltverformung mit Hilfe CNC-gesteuerter Drückmaschinen wird das Werkstück darüber hinaus stabiler. Dank der flexiblen Rollenführung lassen sich auf nur einem Drückfutter verschiedene Werkstoffe wie Eisenmetalle, Aluminium, Edelstahl, Kupfer und Messing je nach Kundenwunsch fertigen.
Fertigung mit CNC-gesteuerter Drückmaschine LEIFELD PNC 75 Durchmesser bis zu 750 mm


Kontaktdaten
UEBELE GMBH Stanztechnik
Robert-Bosch-Straße 1-7
73312 Geislingen an der Steige
Tel.: 07331 / 99991-0
E-Mail: encrypted---aW5mb0B1ZWJlbGUuZGU=
Öffnungszeiten
Wareneingang / Warenausgang
- Montag - Freitag:
07:00-12:00 und 13:00-15:30 Uhr
Zentrale / Büro
- Montag - Freitag:
07:00-12:00 und 13:00-15:30 Uhr
Infos